绝缘管型母线虽然统一采用管状铜质或铝质导体,但绝缘型式各异。目前中国常见的绝缘管型母线分为浇注式、绕包式和挤包式。3种类型的管型母线具有各自显著的绝缘结构特征,且在绝缘性能、工艺难度等方面各有优势和难点。
1 浇注式绝缘管型母线
1.1 结构特征
浇注式绝缘管型母线本体绝缘主要采用绝缘、半导电(粘性)电工皱纹纸带缠绕,经环氧树脂真空浸渍,加温固化,形成一体化固体绝缘。
在端部可以很方便地将半导电带分层按一定尺寸缠绕主绝缘,形成类似套管中的电容屏结构,达到控制场强分布,减少场强集中的效果。
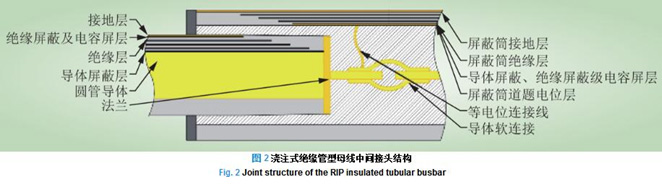
浇注式绝缘管型母线接头一般采用在导体连接外部外罩绝缘套筒的形式。套筒同样是具有电容屏结构的绝缘筒装结构,内屏与导体连接等电位,外屏为接地导体。两端与本体密封连接,如图2所示。
1.2 技术优势和难点
浇注式绝缘管型母线具有以下优势:(1)环氧浸渍纸绝缘是一种绝缘纸与环氧树脂的复合绝缘,导体、半导体层和绝缘纸经加温固化后,形成致密、紧实的一体化结构,既具有绝缘纸和环氧的良好绝缘和介电性能,又具有良好机械特性。已证实该种结构形式能有效保证至少在
35 kV及以下电压等级产品不发生内部局部放电。(2)端部和套筒的电容屏结构能够有效控制场强,且实现简单,均压结构存在于绝缘内部,均在工厂预制,可靠性较高。(3)绝缘套筒保障了设备在连接处依然保持全绝缘性能,提高了安全性。
同时,其绝缘结构和工艺也使得浇注式
半绝缘管型母线设备存在以下技术难点:(1)环氧材料本身较脆,特别是屏蔽筒,在运输、安装中对防止跌落、撞击的要求较高,同时需要考虑运行中的振动问题,以避免绝缘产生局部缺陷。(2)电容屏结构必须合理设计,并在生产、安装中确保尺寸,否则可能导致局部场强集中,危害绝缘。(3)生产浇注式绝缘管型母线需要大型真空浇注和加温固化设备,设备尺寸限制了单根母线长度(目前常规产品单根长度8 m左右),又因为其生产工艺复杂,该结构绝缘管型母线生产难度更大,成本更高。
2 绕包式绝缘管型母线
2.1 绝缘形式及相关结构
利用聚四氟乙烯带或聚酯薄膜材料缠绕,层间涂抹硅油形成主绝缘层。其端部均压结构也可与浇注式一样,应在绝缘中缠入多层半导电(导电)材料,形成电容屏,均匀场强。绕包式绝缘管形母线中间接头处存在多种技术方案。
其一,在接头处将导体焊接成与本体等外径的连接结构,然后按照本体的导体屏蔽层、绝缘层、电容屏层、绝缘屏蔽层和接地层逐层以缠绕方式恢复,并与所连接的两段管型母线的端部结构接续成一个整体的无缝式型式,如图3所示。类似结构在电力电缆中也有,但一般认为现场绕制的绝缘由于绝缘界面、工艺等的影响,其许用场强可考虑设计为本体的一半[9-10],因此这种等径接续的方式只适用于绝缘裕度较大的低电压等级绝缘管型母线。
其二,对高电压等级的绝缘管型母线,可将中间接头的绝缘做成与浇注式原理相同的屏蔽筒型式,以达到与浇注式相同效果。
此外,也有在导体连接处直接绕制增强绝缘的方法,但这样表面并非零电位,因此并不推荐。
2.2 技术优势和难点
绕包式绝缘管型母线具有以下优势:(1)绕包式绝缘管型母线生产工艺简单,流程环节少,产能充足。(2)现场故障恢复简单,在故障点破开绝缘,逐层缠绕恢复绝缘结构即可。
同时,绕包式绝缘管型母线设备存在以下技术难点:(1)聚四氟乙烯或聚酯薄膜本身性能优异,但其绝缘性能决定于绕包过程中是否形成致密、紧实的多层结构,而且现场安装接头时,更难控制质量。只有通过严密的工艺手段才能保障其性能。包绕不够紧实的产品,绝缘层间容易引入气泡、潮气,另外,压紧力下降后,绝缘性能将严重下降,且更容易受潮气入侵,引发沿绝缘层间表面的放电。这种情况下,其绝缘强度主要取决于绝缘结构的特性而远低于材料本征击穿强度。(2)绕包式设备生产起步要求低,大量厂家集中于生产该类型产品,导致该类设备质量差异极大。仅有少量厂家采用机械缠绕的方式,并严格控制工艺过程,保障绝缘性能。
2.3 挤包式绝缘管型母线
2.3.1 绝缘形式和相关结构
与电力电缆绝缘几乎完全相同,利用橡塑材料(聚乙烯,硅橡胶、三元乙丙橡胶)原料呈粘稠的半流体状性质,通过挤包机在导体表面挤出内半导电层、绝缘层和外半导电层。为保证半导电层与导电层结合紧密,生产中宜采用三层共挤工艺。
挤包式绝缘管型母线与其他绝缘型式设备最大不同在于挤包式中间接头与终端中无法插入电容屏形成均压结构,而是通过预制件在地屏端部向外延伸形成喇叭口的应力锥结构,达到均匀场强的效果,如图4所示。这一技术在电力电缆中发展已有较长时间,可以直接借用。
2.3.2 技术优势和难点
挤包式绝缘管型母线的优势与电缆结构相似,绝缘一体性较好、紧实,技术比较成熟,有电力电缆尤其是高电压等级电力电缆生产经验的厂家能够顺利转向生产挤包式绝缘管型母线。
绝缘管型母线的结构特征也使得其设计生产存在如下难点。(1)绝缘管型母线为增大载流量,须扩大管径,此时,挤包时必须避免重力造成的绝缘偏心,这在绝缘尺寸整体半径增大的条件下工艺难度更大,必须更为准确地控制整个挤包圆周上的温度和挤包速度均匀性。(2)挤包型绝缘管型母线的弯管段成型是其生产中的难点。先弯金属管后挤包,由于现今的技术水平和设备限制,尚未有厂家实现。先挤包后弯管会使已成型的绝缘受拉伸和挤压,一是弯曲半径受很大限制,相当于在绝缘上施加应力,拉伸会减薄绝缘而挤压可能导致气隙产生;二是预应力会降低材料的机械和性能。后者应在弯曲过程中注意应力的释放。
 在线客服
在线客服